转自“牛魔王搜耐磨网”(有改动)

一、什么是激光熔覆
激光熔覆是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材料经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低,与基体成冶金结合的表面涂层,显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素。
与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,因此激光熔覆技术应用前景十分广阔。
二、激光熔覆工艺特点
1、激光熔覆层与基体为冶金结合,结合强度不低于原基体材料的95%;
2、对基材的热影响较小,引起的变形也小;
3、材料范围广泛,如镍基、钴基、铁基合金、碳化物复合材料等,可满足工件不同用途要求,兼顾心部性能与表面特性;
4、熔覆层及其界面组织致密,晶粒细小,无孔洞,无夹杂裂纹等缺陷;
5、可对局部磨损或损伤的大型设备贵重零部件、模具进行修复,延长使用寿命;
6、熔覆工艺可控性好,易实现自动化控制;
7、对损坏零部件,可实现高质量、快速修复,减少因故障停机时间,降低设备维护成本。
三、激光熔覆的工艺原理
激光溶覆是利用高能激光束辐照,通过迅速熔化、扩展和凝固,在基材表面熔覆一层具有特殊物理、化学或力学性能的材料,构成一种新的复合材料,以弥补基体所缺少的高性能。能充分发挥二者的优势,克服彼此的不足。
激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是将熔覆材料事先置于基体材料表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉、丝、板的形式加入,其中粉末的形式最为常用。预置式激光熔覆的主要工艺流程为:基体材料熔覆表面预处理-预置熔覆材料-预热-激光熔化-后热处理。

预置式激光熔覆
同步式激光熔覆则是将熔覆材料直接送入激光束中,使供料和熔覆同时完成。熔覆材料主要也是以粉末的形式送入,有的也采用线材或板材进行同步送料。同步式激光熔覆的主要工艺流程为:基体材料熔覆表面预处理-送料激光熔化-后热处理。
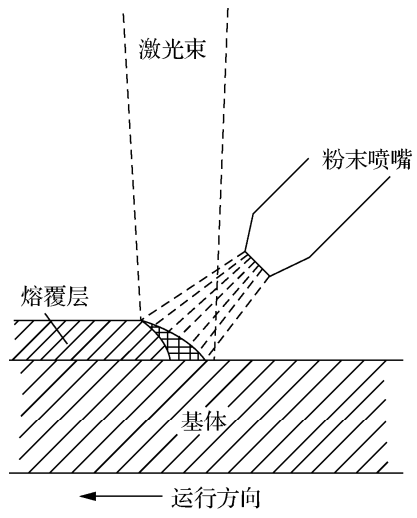
同步式激光熔覆
高损耗,矿山机械期待技术革新
目前,我国已是矿山机械的生产大国、消费大国和进口大国。矿山机械是对应用于矿山的建井、采掘、矿井提升运输、破碎、磨矿、筛分、洗煤、选矿、焙烧等各类设备的总称。其量大面广,且使用工况恶劣,零件表面磨损、磨蚀和划伤严重,据有关数据统计,全球约有1/3~1/2的能源被消耗在摩擦上,由于摩擦导致的磨损失效占设备损坏的70%-80%,每年损失都在上千亿美元。特别是在高速、高温、高压等条件下工作的零件,往往会因其表面磨损而造成零件报废,导致设备停用。
另外,矿山机械的特点是体积庞大、价格昂贵、装卸困难,而且保养维修工作量大,因此在设备因磨损损坏而停止运行时,会造成巨大的经济损失。如若改进耐磨材料提高零部件加工精度,改善设备结构的可靠性,将可以推迟设备磨损的期限。因此,开展矿山机械再制造或升级改造加工势在必行。

激光熔覆
为了解决矿山机械零部件磨损和腐蚀严重的问题,激光熔覆技术应运而生。该技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,既降低了成本,又节约了贵重稀有金属材料。
与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点。
该技术可以对采煤机及掘进机截齿、综采液压支架不锈钢立柱、刮板机、齿轮传动箱中的失效零件进行再制造,特别是在截齿端部锥面及刮板机易磨损部位制备了冶金结合、硬质点和高韧性金属材料复合的激光强化覆层,使其平均使用寿命得到大幅提高。

